PVC 微量射出做的是小件、高精度的軟膠件,模穴小、料量少,參數沒調好就出缺陷——填不滿、縮水、閃邊、燒焦。這篇把 PVC 微量射出的關鍵參數講清楚:溫度、壓力、速度、保壓怎麼搭,材料與模具怎麼影響成型,以及常見問題怎麼對策。(不確定 PVC 微量射出能做什麼,先看PVC微量射出是什麼。)
一、四個核心參數:溫度、壓力、時間、速度
溫度。PVC 對溫度敏感,料溫太高容易裂解、變黃、出焦痕,太低流動性差填不滿,要穩在合適的熱膠溫度區間。這是 PVC 特別要小心的一項。
壓力。直接影響密實度與尺寸精度。微量射出的模穴小,壓力控制要精準。
時間。射出、保壓、冷卻每一段的時間都要拿捏,太短填不滿或沒冷透,太長浪費效率。
速度。射速太快易困氣、燒焦,太慢易有融接線與流痕。
這四者是互相拉扯的——調參數是找平衡,不是單項拉到底。
二、射出壓力怎麼分階段設
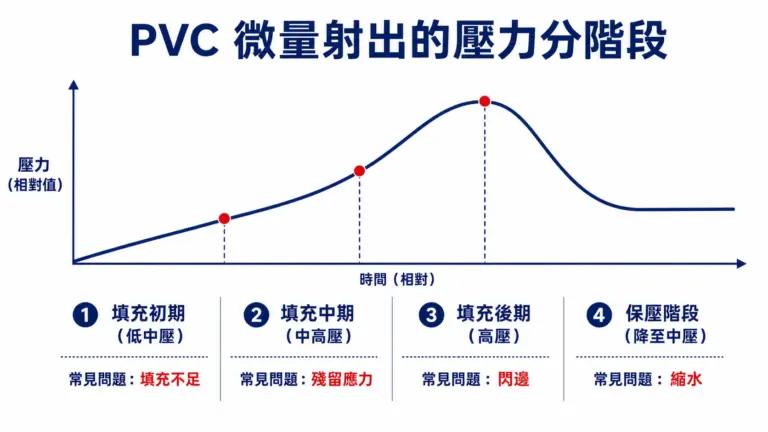
壓力不是從頭到尾一個值,而是隨填充階段調。下表是初步參考,實際依模具、材料與機台再微調:
| 射出階段 | 壓力 | 控不好會怎樣 |
|---|---|---|
| 填充初期 | 低至中 | 壓太低 → 填充不足 |
| 填充中期 | 中至高 | 壓太高 → 殘留應力 |
| 填充後期 | 高 | 過頭 → 閃邊、變形 |
| 保壓階段 | 降至中 | 保壓不足 → 縮水、凹陷 |
填充期要把模穴填滿但不溢料;保壓期是「補收縮」——冷卻收縮時靠保壓把料補進去,保壓不足就出縮水凹陷。
三、射速與材料、模具的關係
射速該多快,不是只看機台,而是跟材料與模具一起看。PVC 的黏度、模具的流道與澆口大小、產品的壁厚與複雜度都會影響。造型細、薄壁的件需要足夠射速才填得滿,但太快又易困氣燒焦——靠試模找出平衡點。
材料。PVC 可靠添加劑調硬度與彈性,選料要看耐熱、化學穩定性與流動性;流動性好的料更能填滿細小複雜的模穴。
模具。模穴與型芯精度決定尺寸,排氣系統預防燒焦氣泡,進料與冷卻系統影響填充均勻與週期——微量射出件小,這些細節更關鍵。

四、常見問題與對策
| 問題 | 多半成因 | 對策 |
|---|---|---|
| 填不滿(短射) | 料溫太低、射速或壓力不足、排氣不良 | 適度提溫、提高填充壓力、檢查排氣 |
| 縮水、凹陷 | 保壓不足、厚薄不均 | 提高保壓壓力與時間、調勻厚薄設計 |
| 閃邊(毛邊) | 末段壓力太高、鎖模力不足、合模面磨損 | 降末段壓力、確保鎖模力、修模 |
| 燒焦、變黃 | 料溫太高、射速太快困氣 | 降料溫與射速、加強排氣 |
| 融接線、流痕 | 射速太慢、料溫偏低 | 調整射速與料溫、優化澆口位置 |
這些缺陷的成因與一般射出相通,更完整的排查可參考注塑成型缺陷怎麼看。

五、想做 PVC 微量射出的產品,怎麼開始
參數是工廠該掌握的事;你只要把產品的造型、顏色、硬度需求、預計數量與用途講清楚,有設計圖或參考樣更好,工廠會評估模具、參數、MOQ 與報價,並在打樣階段把參數調定。要評估你的產品,歡迎索取報價;想先了解 PVC 微量射出能做什麼,見PVC微量射出是什麼。
常見問題 FAQ
Q:PVC 微量射出最關鍵的參數是什麼?
溫度、壓力、時間、速度四個互相拉扯,要一起拿捏。PVC 對溫度特別敏感,料溫太高易裂解變黃,是要特別穩控的一項。
Q:填不滿(短射)怎麼調?
多半是料溫太低、射速或壓力不足、排氣不良。可適度提溫與填充壓力、檢查排氣,並以打樣驗證。
Q:縮水、凹陷怎麼處理?
多半是保壓不足或厚薄不均。提高保壓壓力與時間、調勻厚薄設計可改善。
Q:閃邊(毛邊)怎麼避免?
填充後期壓力太高或鎖模力不足會出閃邊。降末段壓力、確保鎖模力足夠、檢查合模面。
Q:PVC 微量射出為什麼容易燒焦變黃?
PVC 受熱易裂解,料溫太高或射速太快困氣都會燒焦變黃。降料溫與射速、加強模具排氣可改善。
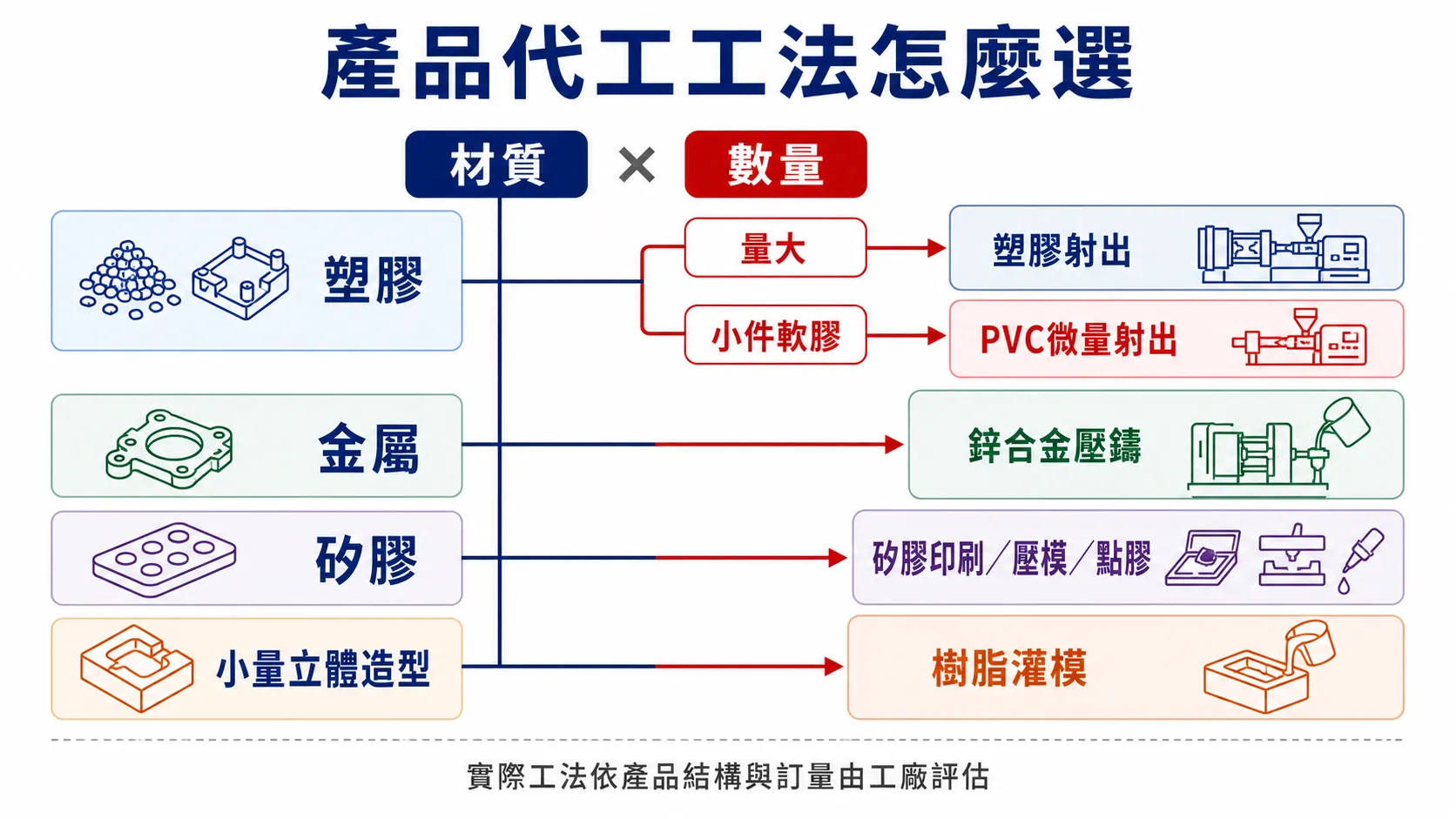
延伸參考:PVC微量射出|PVC微量射出是什麼|注塑成型缺陷怎麼看|產品代工該用什麼工法。


{kind=link}